
CENTRO STUDI GALILEO
|
|
TORNA ALLA PAGINA INIZIALE CENTRO STUDI GALILEO |
Donato Prisco
TUV Thuringen
PREMESSA
Se non vi e' dubbio che l’entrata in vigore di nuove direttive e norme unificate ha avuto come scopo un’armonizzazione volta al libero sviluppo di prodotti in un mercato unico, la qualita' intrinseca ottenuta grazie ad un’ottimizzazione delle risorse e dei mezzi ha innovato la tecnologia dei processi e ottimizzato la qualificazione del personale, come nel caso della brasatura. Partendo dalla definizione di "processi speciali" contenuta nelle norme armonizzate, il mondo normativo ha provveduto ad una regolamentazione delle attivita' ogniqualvolta la brasatura, oltre che un processo speciale, e' anche il cuore del processo produttivo. In questo particolare settore si collocano le norme della serie UNI EN 13134 e UNI EN 13133 approvata dal CEN ( Comitato Europeo di Normazione) il 27 luglio 2000 e assume cosi' lo status di norma nazionale italiana.
LA BRASATURA
La brasatura e' uno dei piu' antichi processi di giunzione utilizzato dall’uomo per unire mediate fusione due pezzi di metallo. Il processo di brasatura che oggi conosciamo ebbe inizio come creativita' di un’arte, infatti era gia' conosciuto e usato dai fenici, dagli etruschi e in Medio Oriente e' utilizzata da oltre 5500 anni ed e' menzionata nel Papiro di Leiden che risale al 350 E.V. Oggi rappresenta un processo tecnologico piu' diffuso e consolidato e' largamente utilizzato sia nell’industria che nell’artigianato.
DEFINIZIONE
Per dare un significato generico, la brasatura consiste in un processo per l’unione di materiali che si basa sulla fusione, sul flusso e sulla solidificazione del solo materiale di apporto, mentre i materiali base vengono riscaldati ad una temperatura inferiore al loro punto di fusione, ma sufficiente a determinare un legame metallurgico consistente.
Generalmente si distingue tra:
Le operazioni di saldobrasatura, brasatura forte e brasatura dolce sono note, con terminologia anglosassone, rispettivamente come braze welding, brazing e soldering. Ovviamente, in tutti i processi e' necessario che il punto di fusione del materiale d’apporto sia inferiore a quello del materiale di base. Quando il materiale d’apporto si trova allo stato fuso e' necessario che esso bagni le superfici da unire. Con il termine bagnatura si intende lo spandersi di un liquido su un corpo solido secondo piccoli angoli di contatto.
La bagnatura e' regolata dalle tensioni superficiali agenti nel punto di contatto solido-liquido. Poiche' il maggior ostacolo ad una buona bagnatura costituito dalla presenza di ossidi sulle superfici da unire, presupposto essenziale in tutti i processi e' quello di evitare la formazione di ossidi; a questa funzione e' generalmente preposto un flusso o flussante. Inoltre gli elementi fondamentali per una buona riuscita della brasatura e, la particolare attenzione alle temperature, alle tecniche di pulizia al fine di eliminare eventuali olii, grassi e pellicole di ossidi.
Diversamente dalla saldobrasatura, nella quale interviene il fenomeno della bagnatura, nella brasatura forte e dolce e' presente anche il fenomeno dell’attrazione capillare, per mezzo della quale il metallo d’apporto liquido viene attratto nei meati capillari presenti tra le superfici da unire, bagnandole. (fig 1 ) Sebbene i materiali base non fondano, e' tuttavia possibile la loro diluizione nel materiale d’apporto liquido, con la conseguente creazione di un legame metallurgico in corrispondenza delle superfici da unire. Nella zona dove avviene questo legame, e' possibile vedere come parte del materiale di apporto si leghi e formi composti intermetallici con la manifestazione di elementi del materiale base tra i bordi del grano fino a diffondersi completamente nel materiale base.(fig 2 )
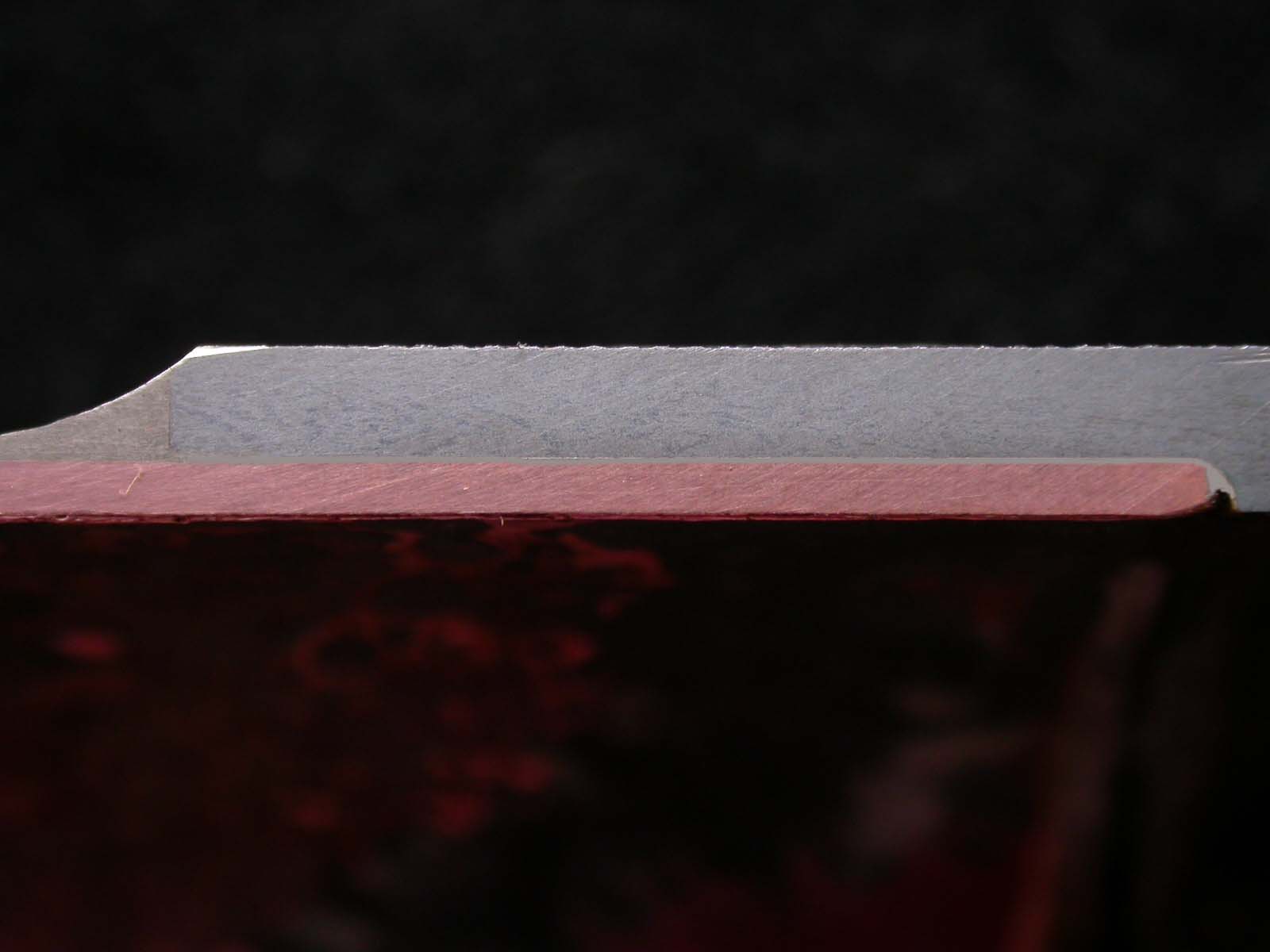
Fig. 1 - Macrografia di due materiale brasati con una distanza tra i lembi di 0,15 mm
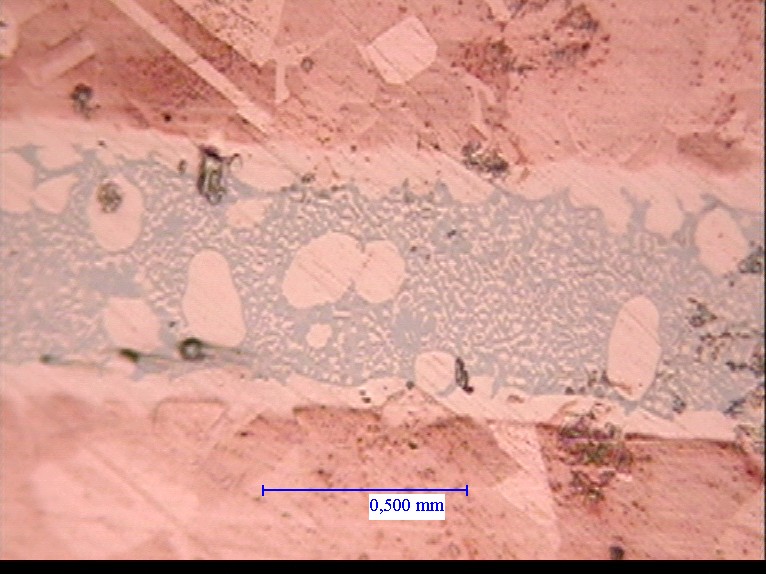
Fig. 2 - Micrografia di un giunto brasato.
BRASATURA FORTE
DEFINIZIONE E PRINCIPIO
Come gia anticipato, la brasatura e un unione mediante la quale due pezzi metallici, anche
di natura diversa si saldano senza essere portati a fusione tramite un materiale di
apporto avente un punto di fusione inferiore e una composizione chimica diversa rispetto
al metallo da saldare.
E’ questa la caratteristica fondamentale che caratterizza questo processo da tutti gli altri.
Tale unione e' garantita dai fenomeni della bagnatura a della capillarita'.
Essendo proprio la capillarita' l’elemento che distingue il campo della brasatura propriamente detta da quello della saldobrasatura, si parla talvolta di brasatura capillare.
Per definizione, la brasatura e' detta forte se la temperatura di fusione del materiale d’apporto e' superiore a 450C, rimanendo comunque al di sotto della temperatura di fusione dei materiali da unire.
L’aggettivo forte e' anche in relazione alle caratteristiche meccaniche ottenibili con tale processo, le quali sono generalmente elevate, in contrapposizione alle modeste caratteristiche meccaniche dei giunti realizzati attraverso brasatura dolce.
Affinche' si realizzi la bagnatura del materiale d’apporto liquido nei confronti dei materiali base, e' necessario che questi ultimi si presentino puliti ed esenti da ossidi, che gli stessi siano ad una adeguata temperatura e che il materiale d’apporto ( oltre ad avere un basso punto di fusione ) possieda una bassa tensione superficiale.
La scelta del materiale d’apporto deve inoltre essere fatta tenendo presenti la qualita' dei materiali base, le caratteristiche di esecuzione del processo e le esigenze tecniche del giunto brasato.
Se esistono le suddette condizioni affinche' il materiale d’apporto possa infiltrarsi per capillarita' tra il lembi da unire, puo' verificarsi la diffusione per assorbimento del materiale brasante liquido nel materiale base solido; al raffreddamento si attuano poi le condizioni che portano all’unione della parti, come al rapprendersi di una sostanza cementante.
L’analisi micrografica dei giunti brasati mostra che il collegamento fra metallo base e d’apporto puo' realizzarsi sostanzialmente in tre modi:
la soluzione rimane localizzata nella zona di transizione, con concentrazione progressivamente variabile dei due metalli. La formazione di una soluzione solida assicura di solito al giunto buone caratteristiche meccaniche.
si costituisco dei composti definiti che si stratificano fra metallo base e d’apporto e limitato a spessori assai esigui le zone di transizioni fra questi composti e metalli da unire; per di piu' questi composti soni di solito fragile e quindi le qualita' meccaniche del giunto sono spesso assai base. E’ allora conveniente brasare rapidamente per evitare o limitare la formazione dei composti.
la diffusione intergranulare del metallo d’apporto liquido in quello base solido costituisce, a solidificazione avvenuta un legame meccanico che assicura un buon collegamento e una resistenza meccanica nel giunto.
Questi tre tipi di collegamento fra metallo base e d’apporto possono anche coesistere, con piu' o meno sensibile prevalenza di uno di essi
IGIENE E SICUREZZA
La principale fonte di pericolo nell'operazione di brasatura consiste nell'esposizione a fumi e gas tossici. I vari codici internazionali che regolamentano l'argomento fissano valori limiti di soglia relativamente all'esposizione a sostanze specifiche. Le sostanze piu' pericolose per l'organismo umano risultano il fumo di ossido di cadmio, il berillio, il fumo di zinco, il gas di acido fluoridrico, gli ossidi di azoto, il monossido ed il biossido di carbonio. Soprattutto durante la brasatura manuale, l'operatore tende ad assumere una posizione china sui pezzi, con il viso entro l'area di emissione dei fumi; questa posizione deve essere evitata. Se la contaminazione dell'atmosfera respirata eccede i limiti accettabili, devono essere installati sistemi di ventilazione o estrazione. La brasatura al cannello determina emissione di radiazioni che possono risultare pericolose per gli occhi; a questo proposito, si devono utilizzare occhiali di protezione, con grado di filtrazione 3 o 4. Per la protezione generale del viso dagli spruzzi possono essere usate maschere facciali. Nella brasatura in forno, va posta attenzione soprattutto nel trattamento dei gas infiammabili (idrogeno, monossido di carbonio, metano, ammoniaca dissociata). Nella brasatura ad induzione, i pericoli possono derivare dalla scossa elettrica e da ustioni derivanti dalla radiazione infrarossa. Nella brasatura ad immersione, i sali fusi possono emettere gas, fumi e polveri tossiche o nocive; per rimuovere tali emissioni sempre imposto un sistema di ventilazione. Un'altra fonte di pericolo costituita dai possibili spruzzi al momento dell'immersione dei pezzi nel bagno; per evitarli, i pezzi devono essere il piu' possibile esenti da umidita'. Nella brasatura a resistenza, i pericoli sono legati alla scossa elettrica ed allo schiacciamento delle mani tra gli elettrodi.
Precauzioni di sicurezza II processo di brasatura deve sempre prevedere la pulizia dei materiali base prima dell'operazione di brasatura. I contaminanti superficiali possono infatti aumentare la generazione di fumi e determinare una prematura disgregazione del flusso, con conseguente surriscaldamento ed emissione di fumi. Le parti da brasare devono essere riscaldate uniformemente, evitando la concentrazione di calore, che puo' degradare il flusso ed aumentare i fumi. Per minimizzare questi ultimi, il calore va indirizzato sul materiale base e non su quello d'apporto. Le stazioni di brasatura richiedono attrezzature di ventilazione ed estrazione fumi. Per quanto riguarda i mezzi di protezione personale, quando il livello di qualita' dell'aria respirata non accettabile, l'operatore deve indossare mascherine adeguate oppure, in ambienti nocivi, respiratori ad aria. Per proteggere gli occhi dal calore, dalla radiazione visibile e dagli spruzzi metallici, si possono usare occhiali con lenti colorate. Per la protezione degli arti e delle mani, l'operatore deve indossare tute da lavoro ignifughe, gambali e guanti resistenti al calore. Per proteggere il personale nell'area di lavoro dalle radiazioni e dagli spruzzi, la zona dove avvengono le operazioni di brasatura deve essere cinta con schermi opportuni.
Obbligatorieta' dei processi speciali "Saldatura e Brasatura" nella Direttiva 97/23/CE in materia di attrezzature a pressione "PED"
Le attuali disposizioni CEE in tema di normazione relativa alle attivita' di saldatura o brasatura, richiama espressamente la necessita' di procedimenti qualificati e personale certificato.
E' opportuno innanzitutto definire la saldatura o la brasatura un processo speciale.
Si definisce processo speciale quella lavorazione in cui risultati non possono essere completamente accertati mediante successivi controlli, prove e collaudi non distruttivi sul prodotto e/o quando le caratteristiche indotte dal processo possono emergere soltanto durante l’utilizzazione del prodotto.
Dunque sono processi speciali tutti quelli che danno prodotti le cui caratteristiche possono essere valutate solo distruggendo il prodotto stesso, come nel caso della saldatura, dei rivestimenti superficiali, dei trattamenti termici verniciatura, mandrinatura ecc.
Per quanto concerne la saldatura o la brasatura, ad esempio, lo stato difettologico del giunto puo' essere definito , con sufficiente precisione, da un controllo diretto (per esempio: esame RX, MT,PT ecc.) mentre l’insieme delle imperfezioni dello stesso giunto puo' essere conosciuto unicamente in modo indiretto (prove dustruttive), attraverso la qualifica preventiva del procedimento di saldatura e/o brasatura.
Se i risultati delle prove sono positive, esiste la ragionevole certezza che operando con gli stessi parametri anche durante la produzione (o con parametri che si discostano entro limiti definiti) si otterranno prodotti conformi alle richieste di progetto.
La saldatura o la brasatura costituiscono senza nessun dubbio, il processo di fabbricazione dominante nella realizzazione delle "attrezzature in pressione" che fanno riferimento alla direttiva 97/23/CE. Tuttavia, nella direttiva non si trova il termine saldatura o brasatura bensi' alla definizione contenuta al punto 2.8 dell’articolo 1 (campo di applicazione e definizione) questi processi sono definiti:
" giunzione permanete ", di quelle giunzioni che possono essere disgiunte solo con metodi distruttivi.
Le prescrizioni tecniche riguardanti le giunzioni sono contemplate nell’Allegato I (Requisiti Essenziali di Sicurezza) precisamente:
La commissione Europea, con il mandato N M0/71, ha incaricato il CEN, (Comit Europen de Normalisation) con sede a Bruxelles, all’elaborazione delle norme relative all’applicazione della PED.
Attraverso il CEN si realizza l’armonizzazione delle normative tecniche europee, finalizzate a favorire la rispondenza dei prodotti alle rispettive direttive.
Tra le principali norme gia' emesse da questo comitato sono da segnalare:
EN 729: Requisiti di qualita' per la saldatura
EN 287: Qualificazione dei saldatori..
EN15614-1:2005 "Qualificazione delle procedure di saldatura per materiali metallici
EN 13133: Qualificazione dei brasatori per brasatura forte.
EN 13134: Qualificazione delle procedure per brasatura forte
Pertanto la necessita' di condurre un adeguato addestramento finalizzato al conseguimento della qualifica del procedimento e la relativa certificazione del personale nell’ambito della saldatura e brasatura, non e' solo la necessita' di doverosa istruzione ma un aspetto cogente che prevede tempi e programmi ben precisi, previsti dalle norme e dal decreto 97/23/CE ormai in vigore dal 29/05/2002.